
来自n-gineric的微型传感器螺丝刀系统既可手动使 用,也可在自动化系统中使用。该产品用于安装非常小 的螺丝(最小可用于M 0.6的螺纹尺寸),例如:在手 机,智能手表或“经典型”手表中。
针对螺纹尺寸M5以下的螺纹连接,配备了若干尺寸 的螺杆。
为了确保螺丝刀工艺的可靠性,螺杆配有一体式旋转 扭矩/旋转角度传感器,通过该传感器,可直接在刀架上 方以极高精度测量作用于螺纹连接的扭矩和旋转角度。


扭矩测量原理基于通过应变计进行的变形测量。安装 在刀片卡盘和FAULHABER驱动器之间的合金旋转对称传 感器体(以测量轴的形式)与施加的扭矩成比例地变形, 导致应变计内的电阻变化。结果是形成一个跟随转矩的测 量信号,该测量信号在旋转的测量轴上以电子方式制备并 以极高的分辨率(24位)被数字化。
以非接触方式(电感式)通过线圈系统为转子电子装 置供电,此外,每秒2000次扭矩测量以串行位代码形式 通过光电方式从转子传输到定子电子装置,在这里再次 被解码并且没有任何损失(即:1:1)。
“据我所知,我们是唯一一家针对具有相当精度的小 扭矩将旋转扭矩传感器安装到螺杆中的企业”,n-gineric 总经理Stefan Flaig说。
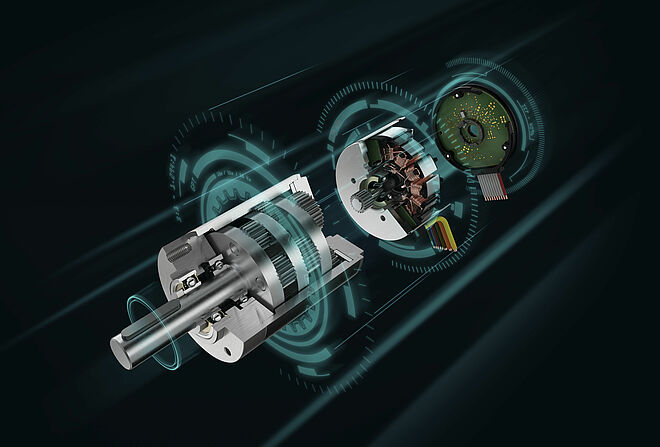
“当然,电机和减速箱在这些系统中起着非常重要的 作用”,强调了Stefan Flaig。“我们不仅需要高功率, 还需要极小的尺寸和相当大的动力,因为在一系列的拧紧 阶段中,每个拧紧过程都需要扭矩的快速控制和速度。”
具有无刷电机和行星减速箱的FAULHABER驱动单元为 此提供了理想的性能。
“由于驱动器的高加速能力,即优异的生产率,我们 实现了非常短的循环时间。无刷FAULHABER驱动器的特 点是具有极长的使用寿命,从而使螺丝刀系统能够在不间 断条件下批量生产。”
Stefan Flaig解释说,特别是对于汽车领域安全相关的 螺纹连接(风险级A螺纹连接,VDI指令2862),螺丝刀 必须配备传感器系统,用于测量至少一个控制变量。“ 我们直接测量扭矩和旋转角度,并通过同时记录电机电 流将冗余度作为第三个变量。这是为了对系统完整性进 行永久性的自我监控。
当然,电机和减速 箱起着非常重要的作用
在全自动螺丝固定中,传感器螺丝刀是最佳选择,因 为它可以保护自动化系统的核心过程。 通过多级精密螺丝刀可以保证在松动的螺钉(无夹紧 力)和螺钉连接被破坏(由于过度旋转)之间很难控制 的拧紧过程几乎达到完美。损坏的工件会导致螺丝刀出 错,这些错误可以通过拧紧阶段序列中的多个重叠的参 数窗口被可靠地检测到(零误差生产)。

我们直接测量转矩和旋转角
使用Windows软件使系统能够确保直观性且操作简 单,因此具有相当大的价值。该软件用于螺丝刀参数的 编程,通过实时的螺丝刀曲线的差异显示提供过程透明 度,并为过程数据文档提供最佳可能的选项。
将螺丝刀自动化系统与具有螺旋下降模拟器的智能型 固定扭矩传感器相结合,可以自动循环检查拧紧系统的 机器能力,例如: 每天在开始换班之前。
自主购物车VIRAS项目")


















































产品
